Home
Home CSIP
CSIP  Apr 04,2023
Apr 04,2023 
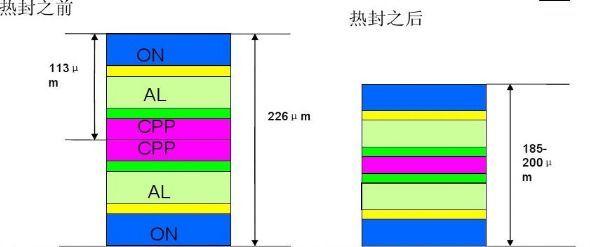
Polymer lithium-ion battery cells are packaged in aluminium-plastic composite film technology. When gas is generated inside the battery cell due to abnormal chemical reactions, the Pocket will be filled up and the
battery cell will bulge (there are two cases of slight bulging and severe bulging). The failure of the battery cell (capacity, cycle life, C-rate, etc.) can be severe, resulting in the cell becoming unusable. The bulging can occur
during the production process as well as in the hands of the customer or even the end user. Of course, it is normal for a certain amount of gas to be generated during the cell formation start-up or Baking process (usually
very little), depending on the raw material used, and this gas is extracted during the Degassing process.

Some models (primary encapsulated cells) are now being manufactured with the addition of V18 solvent to eliminate this gas when the SEI layer is formed and the phase interface is stabilised. However, due to process
anomalies, the gas is very visible on the surface before degassing or after degassing and cannot be eliminated or cannot be eliminated by adding V18.
Here is a brief description of the causes of gas from process anomalies:
The proportion of flattened cells caused by poor sealing has been greatly reduced. The causes of poor sealing on the top, side and degassing sides have been described earlier. Degassing is mainly delamination (including
the separation of PP from Al due to the influence of electrolyte and gel). Poor encapsulation causes moisture in the air to enter the battery cell, causing the electrolyte to decompose and produce gas, etc.

2. Socket surface breakage, the battery cell is abnormally damaged during the flow and pulling process or the ring is artificially broken, resulting in socket breakage (e.g. pinhole) and moisture entering the battery cell.
3. Corner breakage, due to the special deformation of the folded edge corner aluminum, air pocket shaking will distort the corner leading to Al breakage (the larger the battery cell, the larger the air pocket, the easier it is
to break), losing the barrier effect on water. This can be mitigated by adding wrinkle glue or hot melt glue to the corners. And in each process after the top seal, it is forbidden to take the air bag to move the battery cell,
and more attention should be paid to the way of operation to prevent the swing of the battery cell on the ageing board.
Once the water content exceeds the standard, the electrolyte will fail to produce gas after chemistry or Degassing. The main causes of excessive water content inside the battery are: excessive water content in the
electrolyte, excessive water content in the bare cell after Baking, and excessive humidity in the drying room. If the water content is suspected of causing flatulence, a traceability check of the process can be carried out.
5. Abnormal formation process. Wrong formation process will lead to flatulence of the battery cell.
6. Unstable SEI film, slight flatulence of the battery cells during capacity test charging and discharging.
7. Overcharging and overdischarging, the battery cell is overcharged or overdischarged due to abnormalities in the process or machine or protection plate, the battery cell will undergo severe puffing.
8. Short circuit, due to operational errors resulting in a short circuit between the two Tabs of the charged battery cell, the battery cell will bulge and the voltage will drop rapidly at the same time, and the Tab will be burned black.
9. Internal short circuit, the internal cathode and anode of the battery cell short circuit causes the cell to rapidly discharge and heat up while severely gassing. Internal short circuits can be caused by a variety of factors:
design problems; shrinkage, curling and breakage of the barrier film; misalignment of the Bi-cell; burrs piercing the barrier film; excessive pressure on the fixture; excessive squeezing by the edge stamping machine etc.
For example, once due to insufficient width, the ironing machine over squeezed the cell entity resulting in short-circuiting and bloating of the cathode and anode.
10. Corrosion, battery core corrosion, the aluminium layer is consumed by the reaction, lose the barrier to water, flatulence occurs.
11. abnormal vacuum pumping, system or machine causes abnormal vacuum Degassing incomplete pumping; Vacuum Sealing thermal radiation zone is too large, resulting in Degassing pumping bayonet can not
effectively pierce the Pocket bag and lead to incomplete pumping.
In the normal voltage range, the amount of gas produced is small and mostly hydrocarbons. When abnormal gas production occurs, a large amount of gas is produced, which damages the electrode interface structure
and leads to electrolyte decomposition failure, and in severe cases, breaks through the encapsulation area causing leakage and dangerous corrosion. The suppression of abnormal gas production requires a combination of
material design and manufacturing processes.
The first step is to design and optimise the material and electrolyte system to ensure a dense and stable SEI film is formed to improve the stability of the cathode material and inhibit abnormal gas production.

The treatment of electrolytes often uses a small amount of film-forming additives to make the SEI film more homogeneous and dense, so as to reduce the bulging of the battery due to SEI film shedding during use and
gas production during regeneration. However, most of the research has focused on single-component additives with limited effect.
Cao Changhe et al. from East China University of Science and Technology, used VC and PS compound as a new electrolyte film-forming additive and achieved good results, with significant reduction in gas production
during high temperature shelving and cycling of the battery.
The study showed that the SEI film component formed by EC and VC is linear lithium alkyl carbonate, and the alkyl lithium carbonate attached to LiC is unstable at high temperature and decomposes to generate gas (e.g.
CO2, etc.) and produce battery bulge. The SEI film formed by PS is lithium alkyl sulphonate, which has a defective film, but has a certain two-dimensional structure and is still stable under high temperature when attached
to LiC.
When VC and PS are used together, at low voltage PS forms a defective two-dimensional structure on the negative surface, and as the voltage rises VC forms a linear structure of lithium alkyl carbonate on the negative
surface, which fills in the defects of the two-dimensional structure and forms a stable SEI film with a network structure attached to LiC. This structure of the SEI film greatly improves its stability and can effectively inhibit
gas production due to membrane decomposition.
In addition, the interaction between the cathode lithium cobaltate material and the electrolyte makes its decomposition products catalyse the decomposition of the solvent in the electrolyte, so the surface coating of the
cathode material can not only increase the structural stability of the material, but also reduce the contact between the cathode and the electrolyte and reduce the gas generated by the catalytic decomposition of the
active cathode. Therefore, the formation of a stable and complete cladding layer on the surface of the cathode material particles is also a major development direction at present.
Secondly, the manufacturing process parameters should be strictly controlled to ensure the reliability of the package and to prevent swelling caused by excessive moisture inside the battery, with the following control methods:

(1) Adequate drying after the completion of cell winding to prevent excessive moisture content in the diaphragm;
(2) Strictly control the time from cell to liquid injection after vacuum baking and the humidity in the drying room;
(3) Ensure the sealing of the liquid-filled glove box;
(4) Control the moisture and free acid content in the electrolyte;
(5) Standardize the electrolyte storage environment and sealing conditions to prevent excessive moisture from entering the electrolyte during use and storage;
(6) Use of closed-port pressurised formation or external air bag formation followed by vacuum sealing and venting;
(7) Multi-step formation and high temperature shelving process to ensure complete gas production;
(8) Improve the reliability of the package.
In order to suppress abnormal gas production at the later stage of the battery, it is necessary to start from two aspects: material design optimization and process control; choosing cathode materials with a stable and
complete coating layer, blocking the decomposition of the electrolyte and cathode reaction, matching electrolyte with film-forming additives, and effectively ensuring the stability of the SEI film are the prerequisites for
suppressing gas production. The process should ensure the reliability of the package and strengthen the control of water and oxygen and other system sensitive substances into the battery is the way to effectively solve
the battery flatulence.
 Little Knowledge About Li-ion Battery Packs - CSIP
Little Knowledge About Li-ion Battery Packs - CSIP 
 Mar 22,2023
Mar 22,2023